
为了科学地提高产品加工质量,也为了明确员工对储能焊工序的操作和检查工作,特制定此作业指导。本作业指导书适用于公司所有采用储能焊方式的螺钉及螺母柱,下图是储能焊焊枪的加工范围,供设计参考。

1、焊接原理:螺柱正对母材被焊枪加速到以0.5-1米/秒的速度运动,与此同时,电容电瓶也充好了电;零件放电尖端接触母材产生放电电流,放电尖端被瞬间强大的电流加热并蒸发;电弧引燃,在1-2毫秒内使母材熔化;焊接螺柱熔入焊接熔池;热量很快被母材吸收使熔池凝固从而完成焊接。
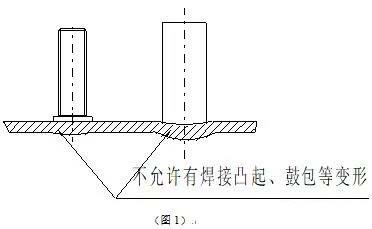
2、施焊前准备:为了保证产品的外观质量,避免焊后零件背面起包,现要求壁厚≤1.5 mm的零件必须放于平板之上进行储能焊;对于壁厚≥2 mm的零件可以不放于平板之上,但要保证焊后零件表面平整,没有焊接凸起变形及人为凸包(如图1所示)。
3.螺焊柱焊接的基本原则:
3.1、工件表面应干净,没有油或油脂。
3.2、工件表面涂料,例如锌、锈、漆,对焊接质量有严重影响甚至无法焊接。因此对于敷铝锌板材料,焊接前先用砂轮机将焊接部位轻微打磨一小面积将涂层去除,焊接后应将打磨部位涂漆加以保护。
3.3、零件母材必须适于焊接。
3.4、高碳钢或易切削钢不能被焊接。
3.5、螺焊柱材质一般采用10#~15#钢,螺焊柱尺寸必须符合要求,引弧尖端的精确度对焊接质量有直接的影响。
3.6、在开始生产前,应对零件进行试焊。
4、选择储能焊机的工艺参数。储能焊的充电电压工艺参数见表1,其适用于目前常加工的螺柱零件,具体的参数应根据试焊的效果确定,原则上先保证零件的焊接强度,然后兼顾零件正面无加工痕迹:目前结构公司所用的普通焊接螺钉型号有:M5×12(外圆φ5)、M6×15(外圆φ6), 焊接螺母型号有:M5×14(外径φ8)、M6×16(外径φ8)。

东莞螺盛盾五金厂专业生产各种规格压铆螺母柱 压铆螺母钉 压铆螺母 螺焊柱 螺焊钉 优质原材料生产,欢迎大家采购咨询!