所谓钣金件是指将金属薄板通过手工或者模具冲压从而产生变形得到希望的形状及尺寸,再通过进一步的机械加工及焊接加工等形成复杂的零件,如汽车外壳。钣金加工就是金属板材加工。钣金加工在现代工业加工中应用普遍,这其中钣金件设计是非常重要的一个环节,机械工程师必须对钣金件的设计非常熟练,而且懂得其中的技巧,不仅要满足钣金产品功能与外观方面的要求,而且还要方便模具制作,而且成本低。

使用的注意事项
不要在铝板阳极氧化或表面处理之前安装铆装。同一直线上铆接过多,被挤压的材料没有地方可流动,会产生很大的应力,使工件弯曲成弧形。保证在板的表面电镀氧化处理后再安装铆装紧固件。
拉铆
拉铆指铆接件在外界拉力的作用下发生塑性变形其变形的位置通常在专门设计的部位,靠变形部位夹紧基材来实现可靠的连接。拉铆要用专用的铆枪进行铆接加工性不太好,加工效率低。
压铆
压铆要求铆接的压铆件的硬度要远大于基材的硬度,在外界压力下压铆件使基体材料发生塑性变形,并挤入压铆螺母柱结构中预制槽内,从而实现两个零件的可靠连接。普通低碳钢、铝合金板、铜板板材适合于压接压铆螺母柱。不锈钢和高碳钢板材因为材质较硬,需要特制的高强度的压铆件如材质SUS416。如整体机箱结构复杂积累误差大以致铆装螺母的相对位置误差很大,造成装配困难。即在相应的压铆螺母位置上采用压铆式浮动螺母,可很好地改善这一情况。注意压铆位置一定要有足够空间。

涨铆
涨铆件的部分材料在外力作用下发生塑性变形与基体材料形成紧配合,从而实现两个零件的可靠连接。涨铆工艺比较简单,连接强度较低,通常用在对紧固件高度有限制且承受扭距不大的情况用使用。
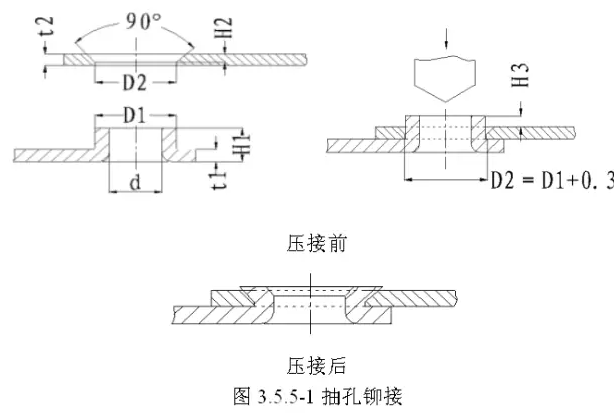
抽孔铆接
抽孔铆接是采用其中一个零件冲孔,另一个零件冲孔翻边,通过铆接使之成为不可拆卸的连接体。优点:翻边与直孔相配合,本身具有定位功能,铆接强度高,通过模具铆接效率也比较高,具体方式如图3.5.5-1所示: