
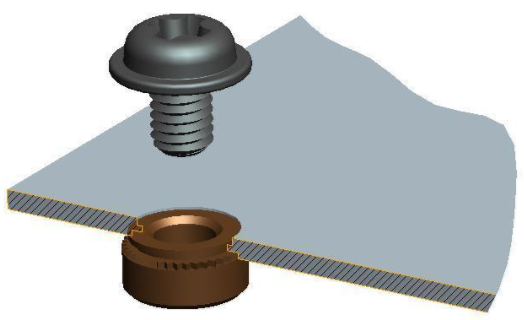
为了获得可靠的螺纹连接,通常可以在钣金件上压铆带螺纹的钢柱。钢柱一般用快削钢机械加工而成,钢柱硬度需大于钣金硬度,一般不合适在不锈钢板上压铆钢柱。钢柱头部有沟槽和六角头或花齿构成,根据体积相同的原理,在压铆过程中,钢柱的六角头或花齿挤入钣金,被挤出的钣金材料则被挤入钢柱的沟槽,挤入钢柱沟槽的钣金材料限制钢柱在轴向方向的自由度,而六角头或花齿则防止钢柱旋转松动,从而实现钢柱与钣金的可靠连接。
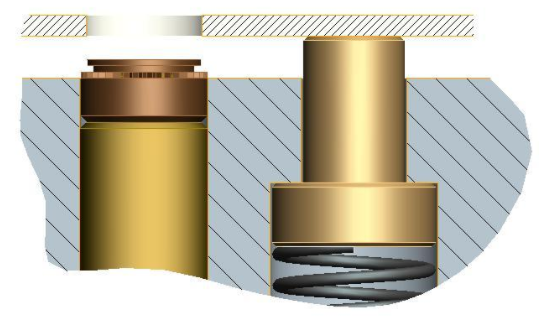
压铆六角头型钢柱和花齿型钢柱模具结构不同,压铆六角头型的钢柱时,先将带预冲孔的钣金毛坯放入模具,再将钢柱逐个放入钣金毛坯预冲孔,压铆前操作者可目视检查钢柱是否漏缺。
压铆花齿型钢柱时,一般先将钢柱花齿端朝上套入模具上定位孔,再放入带预冲孔的钣金件毛坯,压铆前操作者无法目视检查钢柱是否漏缺,容易漏压铆钢柱,或钢柱放反方向,或钢柱从定位销脱落,易造成模具崩毁。
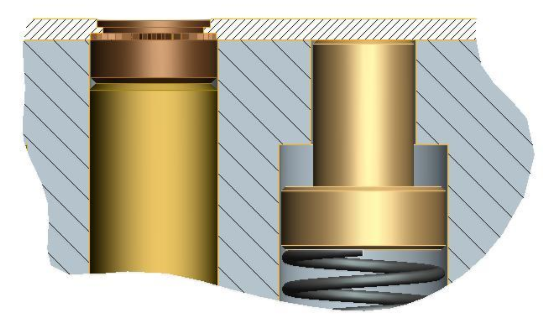
压铆花齿型钢柱也可以先将带预冲孔的钣金毛坯放入模具,再将钢柱逐个放入模具浮动的导引销,导引销与预冲孔同心,压铆前操作者也可目视检查钢柱是否漏缺,但此模具结构相对较复杂。


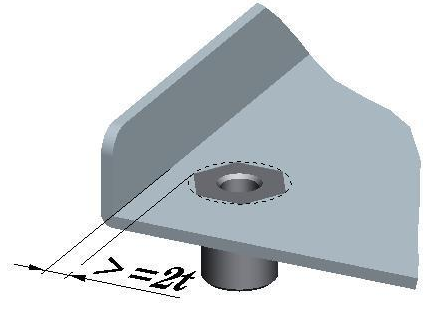
一般来说,钣金件是先压铆钢柱,再进行折弯等后续工序,钢柱与折弯边的距离必须大于折弯的变形区,一般的,钢柱六角头外接圆到折弯边内侧的距离应不小于2倍的料厚,如钢柱必须靠近折弯边,可以在靠近钢柱的折弯在线增加工艺槽吸收变形。

影响钢柱压铆质量因素主要有:钣金的硬度,钢柱的硬度必须大于钣金的硬度;钣金预冲孔和钢柱沟槽的尺寸,钣金预冲孔和钢柱沟槽尺寸必须适配,否则会造成钢柱易脱落,或根部易产生毛刺;花齿型钢柱需特别注意其受力方向,需从其受力相同的方向铆入,否则钢柱易被拔出。
钣金铆钢柱一般需根据需要验证钢柱抗推力、侧向抗推力及抗扭断扭矩等性能:
钢柱的抗推力主要与钣金的抗拉强度、钢柱外径和钢柱沟槽的宽度有关。
钣金件零件压铆钢柱设计方法今天就介绍这里,希望可以帮助到大家!东莞螺盛盾五金厂家针对钣金行业专业生产压铆螺母柱、压铆螺母、压铆螺钉等紧固件,欢迎大家来咨询!